摘 要:通過對國內常見品牌聚乙烯燃氣管道用電熔焊機的性能檢測結果的分析,從焊接性能、環境溫度補償功能與監控性能及焊口信息記錄情況等方面,簡述了目前國內電熔焊機的技術現狀,指出了低于國家標準要求的常見問題以及導致的原因,提出了提高焊機技術水平的措施。
關鍵詞:聚乙烯管道 電熔焊機 技術現狀
Analysis of the Technology Status of Electro-fusion Welding Machines for Polyethylene Pipes
Abstract:Thrmlgh the analysis of the inspection results of common domestic brands of eleetro-fusion machines of polyethylene pipes for gas supply,the current technology situation of electro-fusion machines was introduced briefly from their welding performance,function of ambient temperature compensation and monitor performance and welted joint infornlation recorded.And the common problems and their reasons were Dointed out that they were not able to meet the national standards,and measures to improve their technique level were also proposed.
Keywords:Polyethylene Pipe Electro-fusion Machine Technology Status
電熔焊接是一種方便且有效的連接聚乙烯(PE)燃氣管道的方式,而電熔焊機是完成該方式的專用設備,近20年來,在PE管道安裝和維護中得到了廣泛的應用。隨著電熔焊機的廣泛應用和自動化程度提高,電熔焊機技術得到了較大的發展[1-3]。但與熱熔焊機一樣,電熔焊機作為一類裝配PE壓力管道的設備,其技術和管理仍存在一定的不足[4]。一方面,國內的電熔焊機沒有進行強制性的型式檢驗和第三方性能檢驗,這不可避免地導致有關技術參數與國家標準[5]的要求存在差異;另一方面,電熔焊機的使用狀況與燃氣工程公司以及施工方的管理水平有關,但不同單位的管理水平的差異是很明顯的。
盡管電熔焊接技術在國內外被普遍認為是一種可靠的連接方式,但其焊接質量直接與焊機的質量水平相關[6-7]。2011年底以來,根據廣州燃氣管道安裝質量管理的需求,我院首次在國內開展了PE管道焊機的第三方性能檢驗,共計完成了60多臺次電熔焊機的性能檢驗,焊機品牌共計10個。依據國家標準[5]和相關的安全技術規范[8]的要求,檢測項目主要是影響焊接電壓和焊接時間有關的指標。檢測結果表明,不同品牌焊機的性能差異很大,有的焊機質量與標準要求存在明顯的差距。
因此,為了促進焊機技術的發展和焊接質量的提高,有必要對目前國內電熔焊機技術狀況進行調查和分析。本文通過匯總和分析不同品牌電熔焊機的檢測結果,探討了常見電熔焊機的焊接質量水平和焊口信息記錄情況的技術現狀和影響因素以及提高焊機技術水平的途徑和措施。
1 電熔焊機的技術現狀
1.1 焊接性能
電熔焊機的焊接性能主要是對輸出能量的控制。對于常用的電壓控制型電熔焊機,需要控制的主要焊接工藝參數包括輸出電壓和熔接時間。
一方面,表1列出了常用的電熔焊機的輸入電壓、輸出電壓、熔接時間和冷卻時間等技術參數的狀況。從表l中可看出,盡管有些焊機的輸入電壓滿足標準要求,但在技術資料中標稱的范同比國家標準要求的小,這可能與廠家缺乏完備的性能測試和還未嚴格執行國家標準有關。實際輸出電壓一般可通過電子元件的調節來調整,但檢測結果發現,不少焊機的輸出電壓出現明顯偏高或偏低的現象,這表明電熔焊機使用一段時間后需要進行定期檢測和校準;對于單電壓型焊機,其輸出電壓設置為39.5V,而不能隨電熔管件的焊接電壓而變化,因而這類焊機只適合于焊接電壓為39.5V的管件。
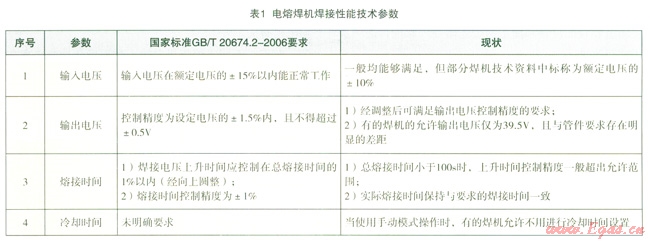
國家標準規定,焊接電壓上升時間應控制在總熔接時間的l%以內。但檢測中發現,不少焊機當總熔接時間小于100s時,焊接電壓上升時間一般在1s~2s之間,這是與標準要求存在差異。由于標準中沒有明確規定冷卻時間的控制,有些焊機在手動模式時,缺乏冷卻時間設置功能,這既不符合焊接工豈規范,又給電熔焊接質量留下一定的安全隱患。
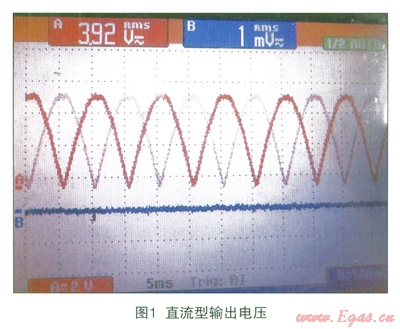
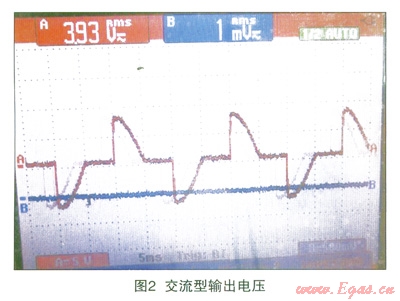
如圖l和圖2所示,不同品牌的焊機的輸出電壓的波形類型不同。有些焊機的輸出電壓以直流型為主,有些以交流型為主。盡管不同波形的輸出電壓值均為真有效值,但是據不少施工單位反映,焊接同一批管件時,不同品牌焊機的焊接效果存在較大的差異。這可能與焊機的輸出電壓的波形類型或與其他參數共同的影響。
另一方面,電熔焊機的輸出電壓受輸出連接線、連接接頭及轉換接頭較大的影響。輸出連接線的線徑較小或長度過長時,可能導致輸出電壓偏低;連接接頭和轉換接頭的接觸電阻過大很容易導致實際輸出電壓過低,尤其是使用質量較差的轉換接頭時,實際輸出電壓明顯偏小,這也表明容易導致加載管件的實際焊接電壓低于顯示值。
1.2 環境溫度補償功能
電熔焊機的焊接能量補償主要是對環境溫度補償。在標準中規定了環境溫度測量精度要求,并要求焊機提供相應的環境溫度補償技術文件,但未對環境溫度補償方式和補償精度做出明確規定。
一方面,盡管絕大部分電熔焊機在控制器上配置了測量裝置,但普遍存在測量溫度明顯受到機身發熱的影響,其原因主要是測量裝置直接安裝在控制器上。在檢測中發現,許多焊機工作半小時以上后,很容易超出標準規定的允許范圍(允許偏差不超過±1℃),有的甚至溫度變化幅度超過5℃。因此,溫度測量裝置的位置和測量精度還需要廠家進行進一步研究和改進。
另一方面,不同焊機設置的補償方式存在差異。由于標準未對環境溫度補償功能做出具體規定,當使用手動模式時,有些焊機設置有補償功能但各有差異,有些則未設置補償功能。因此,此種情況下,電熔焊機是否應具有環境溫度補償功能,以及如何對應管件的補償要求仍需要進一步探討。當使用自動模式時,即在掃描讀取管件的條碼,電熔焊機可根據溫度變化程度,按照條碼要求進行增加和減少熔接時間。但是,電熔焊機的補償參準溫度設置存在差異,大部分焊機設置為20%,小部分設置為23℃。盡管在相同的焊接環境下,焊接相同的管件與管材時,由于不同焊機判別的環境溫度變化差存在差異,其實際熔接時間是存在人為差異的,尤其是對于管徑較大或要求的熔接時間較長時更加明顯。
1.3 監控性能
監控輸出回路的通斷、測量管件的電阻值和確認輸入數據等功能是國家標準對電熔焊機明確規定的監控性能,但從檢查結果來看,各焊機對此性能的實現方式差異明顯,且部分品牌焊機缺乏相應的功能。
其一,檢查結果發現,絕大部分焊機均具有在焊接前和焊接過程中對輸出回路通斷的監控功能。
其二,各品牌焊機對連接管件電阻測量功能存在明顯的差異。一方面,表2匯總了常見品牌焊機焊接前屏幕顯示連接管件電阻測量值的情況。可以看出,有砦品牌焊機在焊接前不顯示或不直接顯示,這是不滿足國家標準的要求。另一方面,當電熔管件電阻值較小時,大部分電熔焊機的電阻測量偏差超出標準規定的測量偏差允許范同。檢測中發現,某個焊機在連接2W管件時,焊接前屏幕顯示測量電阻值為60W。這既與焊機的電阻測量精度有關,又與連接接頭的接觸電阻有關。
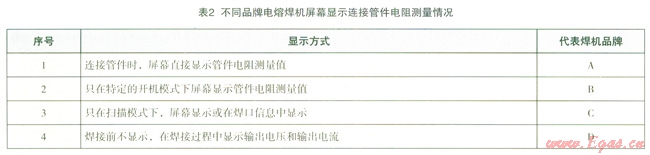
其三,不同電熔焊機對輸入數據確認功能也存在較大的差異。對于采用條碼等自動輸入參數焊接時,雖然標準允許由操作員或焊機完成數據確認功能,但是從實際情況來看:不少焊機很難或者無法實現該功能。一方面,如表2所示,有些品牌焊機在焊接前不顯示連接管電阻測量值,如果焊機不具有自動確認功能,則是無法實現的。檢測中發現,某些焊機連接管件電阻值與輸入值相差較大時(3W以上),仍允許焊接。甚至某些焊機連接電阻值大于200W電阻時,仍允許焊機工作,這是明顯低于國家標準要求,且具有較大的安全隱患的。另一方面,有些單電壓型電熔焊機缺乏對輸入的焊接電壓進行確認。檢測中發現,讀取焊接電壓為35V或42V的條碼時,有些焊機仍輸出電壓為39.5V。因此,既要從標準上提高對焊機的技術要求,焊機廠家又要認識管件識別的重要性。
1.4 焊口信息記錄
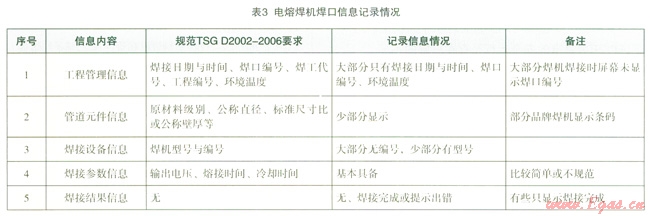
在焊口信息記錄方面,各品牌電熔焊機都具有數據檢索存儲功能,配置相應的輸出接口(數據下載或打印接口),存儲容量高于標準和規范要求(不少于250個)。但是,與全自動熱熔焊機一樣存在信息不規范或不全的問題。對于具有可追溯性的焊口信息來說,應至少包括工程管理、管道元件信息、焊接設備信息、焊接參數信息和焊接結果信息等5個方面。如表3所示,不少焊機記錄的焊口信息過于簡單和不規范。這既與目前相關標準和規范對此要求不夠具體有關,又與對焊口信息對焊接工程管理重要性認識不足有關。
1.5 常見問題匯總
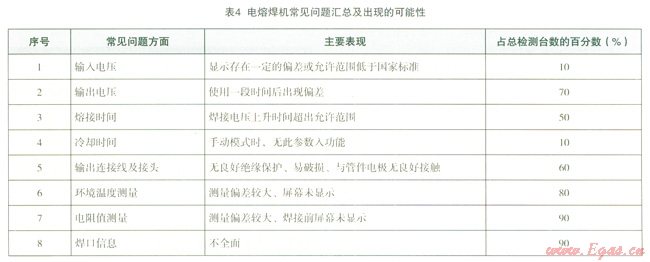
表4匯總了檢測過程中發現的常見問題以及占總檢測臺數的百分數。其中常見的直接影響焊接質量的問題主要是輸出電壓和環境溫度測量,而電阻值測量與焊口信息兩方面是電熔焊機普遍存在的問題。這應引起焊機廠家與焊接質量管理部門的重視。
2 影響焊機技術原因分析和提高措施
2.1 原因分析
目前電熔焊機存在不少的質量問題,這與目前的國家標準、焊機廠家和檢測及管理狀況密切相關。
其一,電熔焊機的國家標準對焊接性能的輸出電壓和熔接時間作了明確的要求,但是對能量補償和冷卻時間控制等方面并未做出具體的要求,從而存在部分品牌焊機缺乏此功能或不一致,進而影響焊接質量。還有,相關規范對焊機的技術要求相對滯后。
其二,有些焊機廠家缺乏嚴格按照標準要求進行產品制造和出廠檢驗。
其三,目前我國對燃氣用PE管焊接設備的管理狀況不夠理想。一方面,國家沒有進行強制性的型式檢驗和第二三方性能檢驗,因而焊機的質量水平主要由廠家的自覺控制程度來保證,但是從實際檢驗結果可看出,目前不少的焊機廠家的質量與標準要求存在不少的差距;另一方面,焊機使用過程中工作狀況的管理主要由燃氣工程公司的質量管理水平來決定,這對保證PE壓力管道的安全運行是存在一定的不足。
因此,廣州地區使用的焊機存在各種各樣的質量問題,很明顯地,在其他城市使用的焊機也同樣存在這些問題。
2.2 提高措施
各焊機廠家為使焊機滿足國家標準要求與使用者的需求,積極對焊機進行技術改造并研發新產品,著重于提高對焊接參數控制精度和安全性能。不少焊機廠家聯系檢驗檢測機構進行焊機性能檢驗或型式檢驗,這是對焊機技術水平提高有利的。因此,焊機廠家應立足于現有技術,以提高技術水平為最高要求,達到并超越國家標準要求。
各大燃氣工程單位是目前直接管理和控制城市PE燃氣管道焊接質量的環節。因此,進一步加強對施工方使用焊機進行管理和監督是不可或缺的,對明顯不滿足標準要求和不符合施工規范要求的焊機進行監督管理是必要的。
另外,建議國家相關部門和機構逐步在國內全面開展焊機的質量監督管理和強制性型式檢驗及第三方的性能檢驗,并加強監督管理,并對相關標準進一步完善。
3 結語
目前不同電熔焊機的質量水平存在較大的差異,其中不少焊機明顯低于國家和相關規范的要求。因此,有必要加強國家標準的執行力度和焊機質量管理,更好地促進焊機廠家改進焊機技術和提高焊機質量。
參考文獻
1李分秋.新型智能電熔焊機控制系統沒計[D].浙江大學.2006
2金曉軍,霍立興,張玉鳳.微機控制的聚乙烯管道電熔焊機設計[J].焊接,2002;09:12-15
3李萍,劉國忠,李運輝.聚乙烯管道電熔焊接機設計[J].微計算機信息,2008;23:119-120
4吳文棟,李茂東,林金梅.聚乙烯管道熱熔焊機質量現狀與發展分析[J]城市燃氣,2013;05:4-7
5GB/T 20674.2-2006塑料管材和管件聚乙烯系統熔接設備第2部分電熔連接[S]
6戴勁松.燃氣PE管道施工工程質量控制體系[J].上海煤氣,2013;02:4-7
7羅藝,姜穩莊.聚乙烯燃氣管道接口的質量控制體系[J].城市燃氣,2004;ll:3-6
8國家質檢總局.TSG D002—2006燃氣用聚乙烯管道焊接技術規則[S]
本文作者:吳文棟 林金梅 涂欣 笪箐
作者單位:廣州市特種承壓設備檢測研究院
您可以選擇一種方式贊助本站

支付寶轉賬贊助

微信轉賬贊助
