摘 要:介紹聚乙烯燃氣管道帶氣壓扁阻斷作業的設備布置及關鍵設備,分析壓扁阻斷作業的控制要點。結合工程實例,對出現的問題及解決方法進行了探討。
關鍵詞:聚乙烯燃氣管道 壓扁阻斷 帶氣
Squeeze-off Technology of Polyethylene Gas Pipe
Abstract:The equipment layout and key equipment for squeeze·-off of polyethylene gas pipe are introduced.The control points of squeeze-off are analyzed.The problems and solutions are discussed with an engineering example.
Key words:polyethylene gas pipe;squeeze-off;operation with gas
聚乙烯(PE)燃氣管道在城市燃氣管網中的應日益廣泛,各種PE燃氣管道搶險維護技術及設應運而生[1]。PE管壓扁阻斷技術可實現在不停條件下,對PE燃氣管道進行施工搶修,近年來得了推廣應用。本文對不停氣條件下聚乙烯燃氣管壓扁阻斷技術進行探討。
1 壓扁阻斷作業設備布置及控割要點
①設備布置
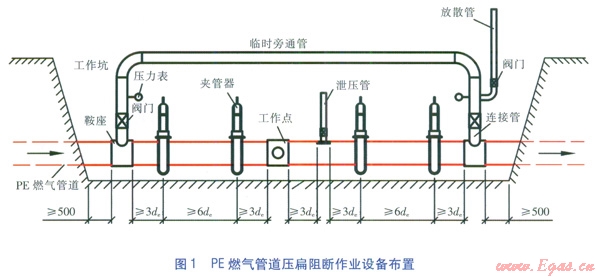
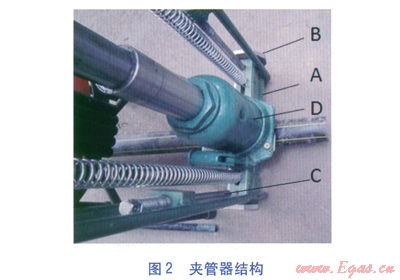
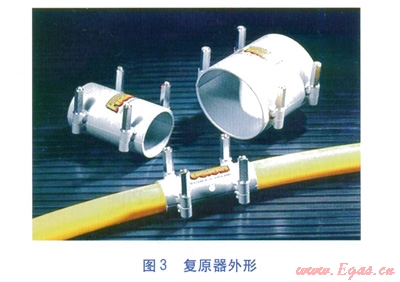
PE燃氣管道壓扁阻斷作業設備布置見圖l,圖數值單位為mm,de代表PE管的公稱外徑。采用夾管器將PE燃氣管道壓扁直至管道內壁貼合,實現阻斷燃氣,結合帶壓開孔技術加裝臨時旁通管,實施PE燃氣管道不停氣的維護、修復、更換、接管等作業。夾管器結構見圖2。為確保壓扁阻斷作業后不影響燃氣流通,應采用復原器及時恢復PE管的形狀,復圓器外形見圖3。夾管器主要包括4種裝置:A:夾具,由上下鋼質壓條組成,與PE管接觸面為弧面。B:限位塊,避免夾具對PE管過度擠壓造成損傷。C:止回裝置,防止壓扁阻斷作業過程中夾具的意外松脫。D:施力裝置,對夾具施加作用力,并控制夾管、松管速度,通常采用機械螺旋式、液壓式。PE管復圓器由上瓦片、下瓦片和4顆緊固螺栓組成,利用機械成型原理將實施壓扁阻斷作業后的PE管恢復原狀。依據PE管外徑不同,選取不同規格的復圓器。在采用復圓器恢復被壓扁PE管原狀時,應先清理管道表面,然后沿垂直于壓扁方向將上下瓦片安裝在被壓扁處,并逐漸擰緊緊固螺栓,待上下瓦片對接后保持30min再拆除復圓器。
②控制要點
a.環境溫度
聚乙烯是一種高分子材料,對溫度比較敏感,因此無論在施工還是使用中,均需關注溫度對PE管材性能的影響。環境溫度下降使得PE管的抗拉強度提高,抗沖擊強度下降,斷裂伸長率下降。因此,在環境溫度較低的情況下,夾管和松管的速度應適當降低。
b.靜電
在不停氣狀態下的PE管被夾扁過程中,截面積減小,燃氣流速上升,干燥且攜帶懸浮粒子(或雜質)的氣流沖刷PE管易產生靜電。當操作人員接近時可能產生放電現象,雖然不會對人體造成傷害,但在不停氣狀態下的放電現象是非常危險的。因此,在進行壓扁阻斷作業前應確保PE燃氣管道有 效接地。
根據文獻[2]PE燃氣管道的接地方法為:用寬度不小于200mm的濕抹布將擬壓扁的PE管纏繞一周后兩邊下垂至濕潤的泥土上,并保證與泥土的接觸面不小于200mm×200mm。
c.PE管壓扁程度控制
GB l5558.1—2003《燃氣用埋地聚乙烯(PE)管道系統第一部分:管材》規定,當采用壓扁阻斷作業時,PE管材制造商應保證壓縮復原后的管材仍滿足靜液壓強度的要求,壓縮復原后管道性能試驗按照附錄F進行。
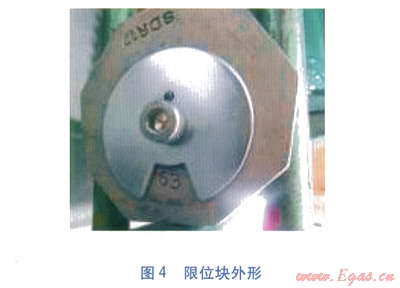
PE管過度擠壓易造成管材損傷,影響管道使用壽命,因此應在夾具的上下壓條之間設置限位塊(見圖4),避免對PE管過度擠壓,保證壓扁復原后PE管材的各項性能指標仍能滿足要求。GB l5558.1—2003規定,當PE管公稱外徑小于等于250mm時,壓扁停止距離為兩倍管材壁厚的80%;當PE管公稱外徑大于250mm且小于等于630mm時,壓扁停止距離為兩倍管材壁厚的90%。
d.夾管、松管速度控制
夾管和松管速度的控制對壓扁阻斷作業非常重要,要有足夠的時間使PE管材吸收或釋放夾管、松管產生的應力,因此夾管、松管應低速進行。美國燃氣研究院(Gas Research Institute)的研究發現,松管時最容易對PE管材造成破壞,尤其是厚壁PE管。在夾管作業時,當PE管壓扁至50%時,至少暫停1min;當壓扁至75%時,至少暫停1min;當PE管內壁即將相碰時,至少暫停1min。在松管作業時,當PE管內壁即將分開、松開至75%時、松開至50%時均至少暫停1min。
e.各種設備的間距要求
壓扁阻斷作業涉及的設備較多,加之夾扁影響區有一定長度,因此對各種設備的間距有一定要求(見圖l),而且工作坑長度須滿足各種設備的間距要求。
f.二次壓扁阻斷的限制
由于PE管壓扁阻斷作業對PE管材性能有一定影響,在壓扁阻斷作業完成后,在壓扁位置兩側應粘貼警示標記,以明確標志該處曾經進行過壓扁阻斷作業。在粘貼警示標記的位置,嚴禁再次進行壓扁阻斷作業,以免降低PE管道壽命,甚至破壞PE管道。
2 工程應用中出現的問題
2.1 de110mm及以上PE管封堵作業
技術資料顯示,壓扁阻斷技術可適用于de400mm以下的PE管[2-3]。但在實際工程中發現,對于de110mm及以上規格的PE管,夾管器不能實現有效阻斷,壓扁后存在微漏情況,特別是PE管的封堵作業。具體表現為:在對de110mm及以上規格的PE管進行不停氣封堵作業時,微漏燃氣在被夾扁位置與電熔端帽一段的PE管內形成一定壓力,導致電熔焊接過程中電熔端帽出現位移,影響電熔焊接質量。為解決這一問題,可在電熔端帽前設置放散管。
2.2 壓扁處的明顯減薄
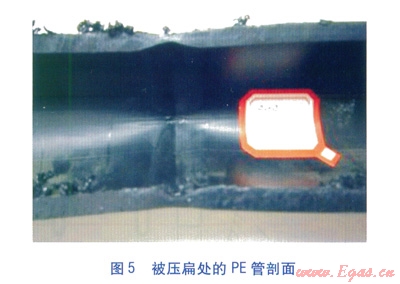
2011年1月,在對de63mm規格PE管進行壓扁阻斷作業過程中發現,PE管的復原情況不理想。隨即,我們對壓扁處PE管進行切割,發現PE管內壁損傷嚴重,壓扁處出現明顯減薄并出現裂紋,被壓扁處的PE管剖面見圖5。
造成壓扁處出現明顯減薄的原因為:
①限位塊的選擇:由于現場操作人員未能正確選擇限位塊,導致對PE管過度擠壓造成損傷。因此,在作業過程中應嚴格按照操作規程,根據PE管外徑、壁厚選取對應的限位塊,防止對PE管的過度擠壓而造成損傷。
②夾具的清潔:在分析中我們發現,夾具壓條表面若沾有泥土,也易造成PE管的過度擠壓,特別是對于小管徑PE管。因此,在現場作業前必須清潔夾管器,特別是壓條與管道的接觸面。
③低溫環境下夾管、松管速度控制:該壓扁阻斷作業正處于成都市最冷的時段,室外溫度為0~5℃。若操作人員未按操作規程控制夾管、松管速度,也易造成壓扁處PE管的損壞。
結合分析結果,對限位塊的選擇、夾具的清潔、夾管和松管速度的控制進一步規范,再次選擇新位置進行壓扁阻斷作業,并對壓扁處PE管進行取樣檢查,壓扁處無明顯損傷痕跡,滿足要求。
參考文獻:
[1]趙霞,李光輝.聚乙烯燃氣管道帶壓不停氣連接[J].煤氣與熱力,2010,30(8):B21-B25.
[2]中國城市燃氣協會.城鎮燃氣設施運行、維護和搶修安全技術規程實施指南[M].北京:中國建筑工業出版社,2006:97-100.
[3]中國城市燃氣協會.城鎮燃氣聚乙烯輸配系統[M].北京:中國建筑工業出版社,2011:266-270.
本文作者:張正有
作者單位:成都城市燃氣有限責任公司
您可以選擇一種方式贊助本站

支付寶轉賬贊助

微信轉賬贊助
