摘 要:隨著我國城鎮化的不斷發展,我國市政燃氣及給水市場迅速擴大。在“以塑代鋼”的國際大趨勢下,市政管道的 PE 管道系統得以迅猛發展,其中的 PE 管件的需求量日益增加。在各類 PE 管件中,電熔管件的技術含量最高。文章介紹了 PE(聚乙烯)電熔管件設計的特點,提出了 PE 電熔管件的設計原則及應注意的問題。
關鍵詞:PE 電熔管件;埋地燃氣管道;給水管道;固有熱功量;焊接功率密度
由于電熔管件研發難度高,生產技術復雜,導致國內市場主要被幾家國外公司所控制。如德國“格林韋德(GLYNWED)集團的弗亞泰克”(FRIATEC)、法國伊諾瓦斯(INN0GAS)等,隨著我國技術水平的不斷進步,當前數家國內公司在電熔管件的研發制造上也開始嶄露頭角,本文特提出電熔管件的設計思路,供讀者參考。
1 PE電熔管件概述
1.1 PE管道系統的發展
PE(聚乙烯)是一個可由多種工藝方法生產的,具有多種結構和特性及多種用途的系列品種樹脂,已占世界合成樹脂產量的三分之一,居第一位。PE管的應用始于20世紀40年代,最初用做電話線導管和礦井無壓排水(低密度PE管)。20世紀 50年代中期,PE管用于給水(高密度PE管)。20世紀60年代中期開始采用PE管輸配天然氣(采用中高密度PE管)。目前PE管道系統已成為在PVC-U管之后,世界上消費量第二大的塑料管道品種。廣泛用于燃氣輸送、給水、排污、農業灌溉、油田、礦山、化工及郵電通訊等領域。
1.2 PE電熔管件的特點
在聚乙烯管道系統的銷售、應用中,大約有15%~20%的銷售額屬于管件,聚乙烯管道系統的管件主要分為熱熔管件和電熔管件兩種,由于價格的原因在工程應用中熱熔管件的用量比電熔管件多,但是電熔管件在工程和維修中有它重要、不可替代的作用,特別是在施工中電熔管件受外界環境和人為因素的影響較小,因此可靠性更好,更受用戶歡迎。尤其在燃氣管工程中正越來越多地使用電熔管件。同時由于電熔管件生產技術復雜、成本高、銷售價也較高,因此電熔管件生產廠的利潤率也較高,而成為投資的熱點。
同時,由于電熔管件的基體為PE材料,因此,與PE管組成的PE管道系統一起解決了傳統管道的兩大難題:腐蝕和接頭處泄漏。其優點主要體現如下:(1)耐腐蝕:使用壽命長;(2)接頭處不泄漏:采用電熔管件連接,本質上保證PE管道系統的接口材質、結構與管體本身的同一性,實現了接頭與管材的一體化;(3)可對地下運動和端載荷進行有效抵抗:PE管道系統采用熔接方法連接后,基于此種方法的接頭耐端載荷,不會發生接頭泄漏。同時,PE的應力松弛特性可有效地通過形變而消耗應力,因此,在接合處和彎曲處,多數情況下不需要進行費用昂貴的錨定。另基于其高韌性,斷裂伸長率一般超過500%,PE管道系統對管基不均勻沉降的適應能力非常強。
2 PE電熔管件的應用領域及標準
2.1埋地燃氣管道
我國是世界上很少幾個在能源構成中以煤為主的國家,我國天然氣在能源構成中比例僅占2%,而世界平均值約為23%。我國近30年的經濟發展非常迅速,但仍與發達國家有較大的差距,并且空氣污染非常嚴重。為此,必須改變能源結構,大幅度地增加天然氣所占的比例。國家對于城市利用天然氣,已制定了近期、中期和遠期規劃,最有代表性的是“西氣東輸”管線工程。目前,超270個城市使用天然氣,氣量高達400億以上m3。發展前景十分廣闊。我國能源結構的調整為PE燃氣管道的快速發展帶來了重大契機。在一定的壓力和口徑范圍內,PE管是天然氣輸配系統的最理想用材。
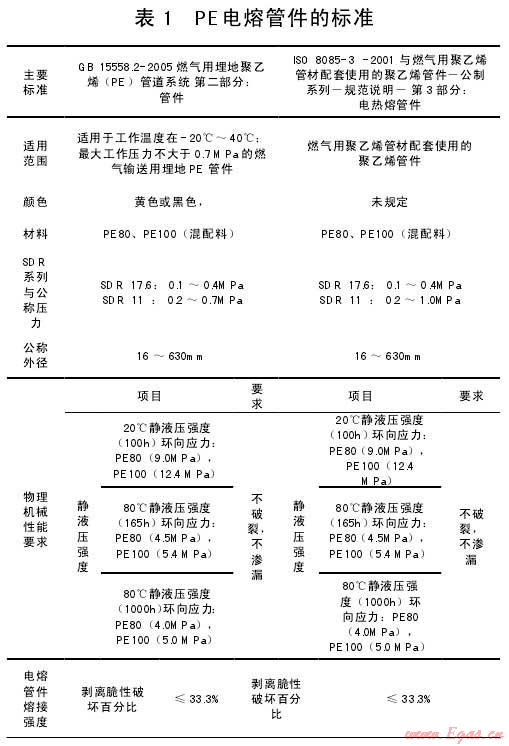
2.2用于埋地燃氣管道的電熔管件標準
2.3給水管
我國《城市供水行業2000年技術進步發展規劃》中提出的主功方向:提高供水水質,提高供水安全可靠性,降低能耗、降低漏耗和降低藥耗。
PE系統材質無毒,不腐蝕,不結垢,可以有效地提高管網水質;PE管道具有良好的耐水錘壓力的能力,與管材一體化的熔接接頭及PE管對地下運動和端載荷的有效抵抗能力,大大地提高了供水的安全可靠性;PE管內壁絕對粗糙度K不超過0.01mm,而新的鋼管,球墨鑄鐵管K=0.06mm;金屬管道運行20年,K值將增大5~10倍,而PE管K值基本不變,水利特性優異,能夠有效地降低供水能耗;PE管具有其它材質管道沒有的獨特的熔融連接方式,韌性高,且試壓驗收標準嚴格,可大幅度地降低城市水管網的漏失率。因此可以認為PE管道比較理想地解決了“規劃”中主攻問題,是本世紀城市給水的理想管材。
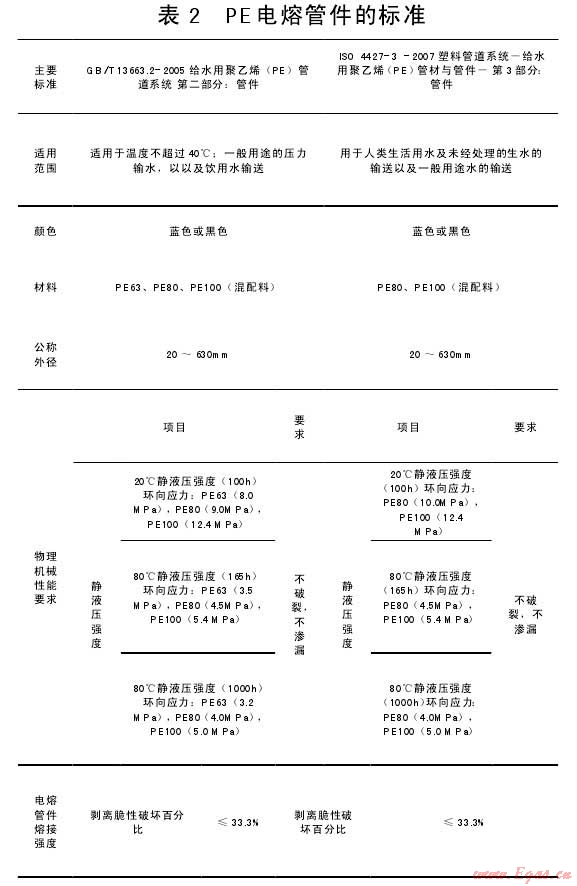
2.4用于給水管道的電熔管件標準
3 PE電熔管件的設計原則與思路
PE電熔管件的技術水平比普通注塑管件復雜許多。它將電熱絲預埋在PE管件基體內,焊接時將電熔管件套在待接的管材、管件上,通過加電使電熱絲發熱,從而熔化管件的內表面和待焊管材外表面,冷卻后使之融為一體。因此,在電熔管件的設計上既應考慮它的焊接強度等機械性能,也要考慮它的焊接電壓,功率等電氣性能。機械性能是保證電熔管件在壓力管網中能夠長期經受壓力的技術參數,主要包括原材料性能、徑厚比、熔接寬度等方面,比較容易實現。電氣性能是保證焊口質量的重要因素,包括固有熱功量、焊接熱功量、焊接電壓、焊接時間、管件電阻、功率密度、加熱速度、電熱絲溫度系數、融區電熱絲螺距、埋入深度等技術指標,合適的電氣性能才能保證電熔管件在PE管路中焊接合格,保證管路的可靠運行。
3.1機械性能設計思路
3.1.1原材料的選用
聚乙烯原材料根據其分子結構及機械性能的不同,一般可分為三代:第一代,相當于現在的PE63以下等級的PE材料;第二代,相當于現在的PE80級PE材料;第三代,即性能更加優異的PE100材料。
目前,國際上不少大型石油化工企業已經大量生產PE100級材料,而且近年來又開發出了第四代PE材料PE125,但還未進入工業化生產。
第二、第三代PE材料不僅顯著增加了長期強度,而且提高了耐環境應力開裂等性能。在同樣使用的壓力下可以減少壁厚,增加輸送截面,提高輸送能力。由于經濟效益明顯,可應用到直徑較大、使用環境較差的場合(如低溫地區、海底)。因此承壓PE管的應用領域非常廣闊。
承壓塑料管道的基礎樹脂,如第三代聚乙烯材料PE100是特定的二元分布管道樹脂,其結構特點是精細地控制了分子量分布和組成分布,高分子量級分和低分子量級分各占約一半。高分子量級分含有共聚單體,生成大量把片晶連起來的連接分子,提供了很高的長期強度和快速開裂裂紋增長阻力。分子量低的級分是均聚物,保證了樹脂有高的結晶度和剛性,熔融時起到內加工助劑的作用,使PE熔體在高的剪切率時有低黏度,從而提供了好的可加工性。
3.1.2幾何參數
幾何參數主要指產品的外形尺寸,內徑,壁厚,熔區寬度等。這些指標主要參照相應標準進行設計,因標準中對此有較詳盡的規定,故很容易確定。
3.2電氣性能設計思路
3.2.1固有熱功量Q
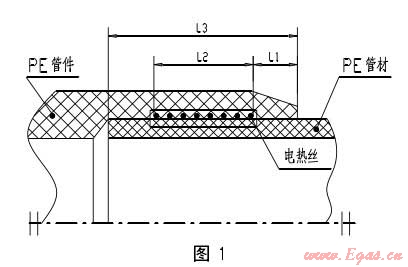
圖1為管材插入電熔管件后的裝配剖面圖。電熔管件焊接的過程即為電熱轉換的過程。焊接中,電熱絲所產生的熱量應將紅色區域中物料加熱到230℃左右,此溫度下PE熔融狀態最佳,冷卻后接頭質量最好。在管件直徑D、熔區寬度L2、熔區深度P確定的情況下,此管件的固有熱功量為:
Q=ΠDL2PKρ (1)
其中,K為PE比熱,ρ為PE密度。從(1)式中可看出,Q由管件直徑D、熔區寬度L2、熔區深度P所決定,固有熱功是設計管件焊接參數的基準。插入電熔管件后的裝配剖面圖。電熔管件焊接的過程即為電熱轉換的過程。
3.2.2焊接熱功量 W
電熔管件的焊接能量由電熱絲通電后產生。其所產生的能量與電熔管件的固有熱功相等是保證電熔管件焊口質量的必要條件。電熱絲所產生能量可由下式算出:
W=U2T/R=PT (2)
式中,U為焊接電壓,T為焊接時間,R為管件電阻,P為焊接功率。
式(2)為一個三元函數,其中U為39.5V已為世界大多數國家所采用,其中包括我國。當根據Q=W確定下W后,如何確定R與T的值,是設計電熔管件的關鍵所在,需要對二者進行必要的數學優化。
3.2.3焊接功率密度 dp/ds
功率密度即為熔區內單位面積上容許施加的焊接功率。電熔管件的口徑不同,焊接功率密度也不同。該值可由試驗來取得。當它確定之后,就可計算出電熔管件的焊接功率:
P=(dp/ds)S (3)
式中,S為熔區面積。由P=U2/R,U=39.5V,可計算出R的值:R=U2/P。另由(2)式可得:T=Q/P或T=WR/U2,從而將焊接時間T確定。
3.2.4電熱絲溫度系數
目前用于制造電熔管件所用的電熱絲種類很多,包括合金絲、康銅絲、黃銅絲、紫銅絲及銅包鐵絲等材料。這些材料的電阻隨溫度升高都不斷增大。我們知道:
焊接功率:
P=U2/R=U2/R0(1+λt) (4)
式中,R0為常態電阻,t為焊接過程中的溫度。
由于溫度系數λ的存在,隨著焊接過程中溫度的升高,則分母數值不斷加大,造成焊接功率的不斷減小,最后的結果即為焊接能量不足,導致焊口質量不好。因此,為保證焊接能量,該系數越小越好。在上述幾種材料中,康銅絲的電阻溫度系數最好,應為首選材料;而銅包鐵絲最差,既大且不穩定,一般不予考慮使用之。
綜合以上各因素,一件合格的電熔PE管件才能被設計出來。隨著國內PE電熔管件產品在燃氣和給水領域的廣泛使用,這種產品市場的不斷擴大,會有越來越多的國內廠商投入到PE電熔管件的研發生產中來。按照本文所提供的設計思路和方法,可以相信會對國內同仁有些幫助。
參考文獻:
[1]Moser AP.Buried pipe design.2nd ed. New York:Mc-Graw-Hill,2001.
[2]李祖德.塑料加工技術應用手冊 [M].北京:中國物資出版社,1997.
[3]北京化工大學,華南理工大學.塑料機械設計(第 2 版修訂本).北京:中國輕工業出版社,1995.
[4]龔瀏澄,等.塑料成型加工實用手冊 [M].北京:北京科學技術出版社,1990.
[5]燃氣用埋地聚乙烯(PE)管道系統第二部分:管件.
[6]ISO 8085-3-2001 Polyethylene fittings for use with poly-ethylene pipes for the supply of gaseous fuels–Metric series–Specifications–part 3:Electro fusion fittings.
[7]GB/T13663.2-2005 給水用聚乙烯(PE)管道系統第二部分:管件.
[8]ISO 4427-3-2007 Plastics piping systems — Polyethylene(PE)pipes and fittings for water supply — Part 3:Fittings.
[9]上海喬治費歇爾亞大塑料管件制品有限公司技術資料.
[10] Georg Fisher 公司技術資料.
(本文作者:婁玉川 上海喬治費歇爾亞大塑料管件制品有限公司 上海 201805)
您可以選擇一種方式贊助本站

支付寶轉賬贊助

微信轉賬贊助
