摘要:結合工程實際,論述了高壓燃氣管道不停輸封堵施工的方案選擇、盤式封堵施工工藝、施工過程的環節控制,提出了改進建議。
關鍵詞:高壓燃氣管道;不停輸作業;盤式封堵
Construction Practice of Cup-type Plugging without Interruption of Service for High-pressure Gas Pipeline
BAI Lian-ming,HUANG Dong-jian,SHI Wen-jun,SHENG Yang
Abstract:Combined with a practical project,the scheme selection of plugging construction without interruption of service for high-pressure gas pipeline,the cup-type plugging construction process and the link control during the construction are described,and some improvement suggestions are made.
Key words:high-pressure gas pipeline;without interruption of service;cup-type plugging
1 項目背景
國家Ⅰ級鐵路客運專線寧杭客運專線由鐵道部、江蘇省和浙江省三方共同籌資建設,總造價近400×108元,設計速度目標值為300km/h,全長約248km,宜興境內線路長度47.6km,在宜興境內設新宜興站。寧杭城際鐵路是實現南京、杭州兩個省會城市間1h直達的快捷通道,是寧杭間綜合運輸系統的骨干,對完善華東地區快速鐵路網,促進寧杭城市帶經濟快速發展具有重要作用。寧杭客運專線宜興境內一處規劃橋樁與我公司DN 500mm城市高壓天然氣管道位置沖突,為配合國家高速鐵路建設項目的順利實施,也為了不影響向管道下游用戶連續、穩定供氣,我公司決定采取高壓管道不停輸封堵工藝對此段管道進行遷改。
① 工程概況
工程地點:宜興104國道旁,寧杭高鐵交匯處。
管道設計壓力:2.5Pa,運行壓力:2.5MPa。
運行管道:規格Ø508mm×9.5mm,材質L290鋼。
新建管道:規格Ø508mm×10mm,材質20號鋼,長度65m。
臨時管道(旁通管):規格Ø219mm×10mm,材質20號鋼,長度120m。
② 方案比選[1、2]
不停輸封堵施工工藝就是在管道正常帶壓條件下對目標管道進行封堵,并利用旁通管道實現不停輸的目的,同時對新舊管道進行碰口連接的施工工藝。城市燃氣管道帶壓不停輸封堵技術主要分為氣囊式、盤式(皮碗式)和桶式。氣囊式封堵主要用在低壓城市燃氣管道,也作為盤式和桶式封堵的補充部分用在高中壓燃氣管道,盤式和桶式封堵適用于高中壓燃氣管道。桶式封堵技術即用開孔機將所需改造的管段整管切斷,然后用封堵器將膨脹桶沿著切斷孔送入管道中央,通過封堵器的傳動裝置將桶膨脹,從而封住氣源。盤式封堵技術即用開孔機切出馬鞍形孔,再用封堵器通過液壓傳動推動曲柄連桿,將高分子橡膠皮碗送入管內,達到封堵氣源的目的。
盤式封堵通過皮碗在管道內受擠壓變形以達到密封的目的,適用壓力范圍廣,但由于皮碗為圓錐形,當遇到失圓度較大的管道或螺紋管時,效果就不理想,另外對于管道內有鐵屑等雜質的情況,封堵效果也會受到影響。桶式封堵采用整管切斷方式進行封堵,因此無論管道有無雜質或變形,都不會影響封堵效果。盤式和桶式封堵各有優點,桶式封堵技術在我國應用廣泛,工藝成熟;而盤式封堵技術效率高,對原管道破損相對較小,尤其近年來隨著燃氣管道安全意識的不斷提升及高壓管道內檢測技術的不斷推廣,盤式封堵技術逐步被推廣應用。基于上述綜合考慮,我公司決定采用盤式封堵技術進行該段管道改造。
3 盤式封堵施工工藝[3、4]
盤式封堵施工工藝見圖1。圖1中,A1、A2為旁通孔,B1、B2為封堵孔,C1、C2為氣囊孔,D1、D2為平衡孔。
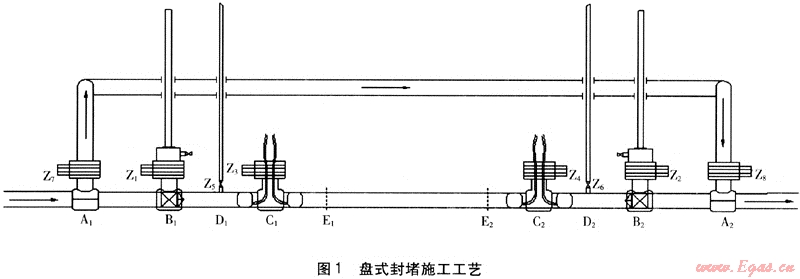
通常先將待改造管段兩端分別用旁通管接通,以旁通管輸送介質,然后封堵原管道進行改造施工作業,待施工完畢后,解除封堵,切換至新管段正常輸送,最后將旁通管拆除。封堵改造工藝的施工步驟如下:
(1) 剝除原有防腐層并清潔管道外壁;
(2) 確定三通焊接點;
(3) 焊接三通并進行焊縫探傷檢查;
(4) 分別安裝夾板閥Z7、Z8,并組裝開孔機;
(5) 對三通、夾板閥、開孔機進行整體嚴密性試驗;
(6) 分別開旁通孔A1、A2,拆除開孔機并關閉相應夾板閥;
(7) 重復上述④~⑥步驟依次開封堵孔B1、B2、氣囊孔C1、C2;
(8) 利用手動開孔機開壓力平衡孔D1、D2,安裝閥門Z1、Z2及放散管;
(9) 建立旁通管道,然后打開夾板閥Z7、Z8;
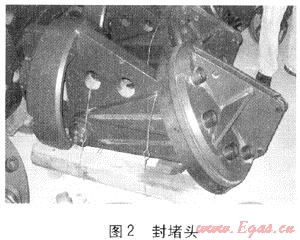
(10) 分別打開夾板閥Z5、Z6,下封堵頭(見圖2);
(11) 分別打開閥門Z5、Z6,放散封堵孔B1、B2之間的氣體;
(12) 分別打開夾板閥Z3、Z4,下氣囊;
(13) 在E1、E2處分割斷原管道,進行維修改造;
(14) 維修改造完成(新建管道與原管道連接完畢);
(15) 分別從夾板閥Z3、Z4處提出氣囊,并關閉夾板閥;
(16) 分別關閉閥門Z5、Z6,并拆除放散管;
(17) 分別從夾板閥Z1、Z2處提出封堵頭,并關閉夾板閥;
(18) 關閉夾板閥Z7、Z8,置換、拆除旁通管道;
(19) 分別在旁通孔A1、A2,封堵孔 B1、B2,氣囊孔C1、C2,平衡孔D1、D2安裝堵塞;
(20) 拆除旁通孔、封堵孔、氣囊孔、平衡孔相應夾板閥,加盲蓋;
(21) 做防腐,恢復地貌,竣工驗收。
4 項目準備
4.1 施工單位確定
桶式封堵技術應用比較廣泛,技術比較成熟,施工企業也相對較多。但盤式封堵施工工藝在國內應用是近年來的事情,加之設備造價相對較高,種種原因造成國內可進行盤式封堵施工的企業并不多。我公司從集團整體利益出發,結合技術、經濟綜合比較,最終確定上海某公司為該工程的施工承包單位,該公司作為全國大型的城市燃氣管道施工企業之一,其施工技術能力在全國同行業中處于領先水平,該公司擁有行業內領先的高壓、超高壓燃氣管道的施工和搶修技術,具有建設部頒發的國家市政公用工程總承包一級和管道工程專業承包一級資質,具有國家質量監督檢驗檢疫總局授予的GA1、GB1、GC1壓力管道安裝許可證。該工程采用了盤式封堵與囊式封堵相結合的封堵方案,關鍵設備采用美國TDW1200K-XL開孔機(含液壓站),其余配套設備及管件全部由沈陽某輸油機械設備廠提供。
4.2 施工準備
工程現場環境較復雜,地上周邊為國道及高速鐵路工地,地下周邊有給水、光纜等公用管線。為保證封堵施工順利實施,進場前工程相關方共同做了如下工作:
① 進行作業帶上方綠化遷移及地下其他管線探測工作;
② 按探測情況進行專業管線設計,并上報相關主管部門;
③ 按照施工圖紙做好相關管材、管件采購工作;
④ 進行施工機械設備維護保養及耗件準備工作;
⑤ 進行封堵模擬試驗,目的在于檢驗主要設備完好情況、備品耗件準備情況、人員配備情況及焊接工藝參數選定情況。
4.3 施工組織設計內容
① 施工方案,包括土方開挖、封堵工藝、驗收試驗等;
② 焊接工藝,包括焊接工藝、理論計算、探傷工藝等;
③ 進度、質量保證措施,包括工作分解、責任人落實、關鍵工序保障等;
④ 安全文明施工,包括安全圍護、夜間施工措施、人員安全等。
4.4 制定應急預案
燃氣管道帶氣施工必須嚴格控制現場的風險,將風險降至最低程度,保證現場風險處于隨時受控狀態。針對此工程,我們主要做了以下兩方面工作:
① 編制風險識別清單,完善應對措施;
② 制定應急預案,確保施工及用氣安全。
5 項目實施[3、4]
工程經過2個月的前期協調、準備工作,于2010年3月24日正式開工。該工程具備高壓燃氣管道工程及帶氣施工的雙重特點,工程實施必須嚴格做好各環節細節控制,嚴把質量、安全控制關。通過協調上游供氣壓力及下游用氣量等手段,保證管道施工操作期間管道內氣體壓力不大于1.6MPa。施工中的關鍵控制環節如下。
5.1 前期過程控制
① 工作坑及管溝土方開挖應注意對周邊管線的保護,管溝開挖應嚴格按照設計標高進行,避免過量開挖,工作坑設置原土方支撐,在主封堵孔管道正下方須設置臨時千斤頂支撐,防止開孔機過重造成原管道變形,工作坑尺寸須滿足機具拆裝及人員自由操作的要求。
② 為了更好地保護旁通管,旁通管采取淺埋敷設,永久管道敷設應嚴格按相關規范進行。
③ 三通管件焊點應選取在水平直管段上,開孔盡量避開管道的螺旋焊縫、環焊縫,若無法避開時,對開孔部位的焊縫進行適量打磨,開孔刀中心鉆不應落在焊縫上且封堵部位的管道橢圓度與壁厚誤差不得超過規定值,最遠端兩三通焊點之間距離盡可能遠,如因管道原因造成封堵孔不能完成封堵,可及時再選點開孔。
④ 焊接人員應取得相應的三通焊接工藝焊接資質,方可進行焊接工作。每道焊縫應至少由兩名焊工同時施焊,且兩電弧間應相距至少50mm。在進行焊接時必須使用低氫焊條,焊接工藝采用直流反接,降低母材的溫度,焊接電流控制在100~130A,并控制焊接速度。通過各種手段,確保焊接期間管道內氣體流速不大于10m/s。
⑤ 對于臨時管道及永久管道的環焊縫必須進行100%射線探傷,對三通管件等特殊部位的角焊縫采用100%超聲波及100%著色相結合的探傷方式。
⑥ 考慮敷設的永久管道長度較短,且施工地點遠離市區,管道強度及氣密性試驗均采用氮氣介質,須做好現場安全管理工作。
5.2 開孔過程控制
① 保證開孔期間管道內氣體流速不大于10m/s;
② 開孔前對三通管件、夾板閥、開孔機進行2.8MPa的整體試壓,選用0.25級壓力表觀測其嚴密性,保壓1h,確保設備安裝安全嚴密;
③ 開孔前檢查三通管件內是否有垃圾,防止開孔時出現意外;
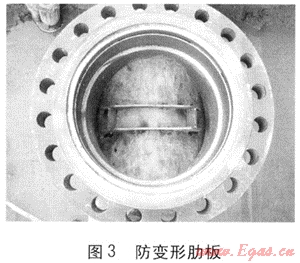
④ 為了減少鞍形塊可能出現的變形,減少鞍形塊的修剪量,開孔前在管道上焊一個防變形肋板(見圖3);
⑤ 開孔應由經驗豐富的操作手進行,安排專人記錄過程尺寸;
⑥ 完成開孔時要在閥門及鞍形塊上進行標記,以便于下堵塞時能準確地放回,安排專人對鞍形塊進行修整,然后將其與堵塞及短節用電焊進行連接,焊接時必須保證鞍形塊的水平(堵塞見圖4)。

5.3 封堵過程控制
① 保證帶壓封堵時管內介質流速不大于5m/s;
② 嚴格按《鋼制管道封堵技術規程》規定的順序進行上、下游封堵操作。
5.4 斷管過程控制
① 為了減少對周邊環境的影響,在放散管頂端安裝放散專用消聲器;
② 割斷主管前須對其進行氮氣置換,且儀器連續3次檢測甲烷體積分數均在1%以下;
③ 斷管采用自動切管機對主管進行冷切割、打坡口,禁止用明火對主管切割;
④ 管道對口焊接時采用對口器,禁止對管口過量打磨、切割進行對口;
⑤ 斷管前為確保封堵嚴密,通常在主管來氣方向用黃油與滑石粉混合物砌筑“墻體”,本工程封堵效果十分理想,因此不再采取砌筑“墻體”的方式,以防止其對下游調壓設施的損壞。
5.5 收尾過程控制
① 下堵塞,即把從原管道上取下的鞍形塊稍作整修后放回原位,目的是方便將來管道進行清管檢測,下堵作業尺寸須由專人計算,并另外安排專人進行核對,在兩人確認無誤后方可進行作業;下堵塞設備安裝須確保同軸度,以防發生偏移,下堵塞作業時,還需嚴格保證管道壓力無波動或壓力波動小于0.1MPa;
② 新建管道通氣應采取間接置換的方式,即先用氮氣置換空氣,再用燃氣置換氮氣;
③ 臨時管道拆除前須進行氮氣置換,連續3次檢測甲烷體積分數均在1%以下方可拆除;
④ 三通管件防腐使用從德國引進的新型防腐材料(見圖5),該材料具有創傷自動修復功能,使用方便、黏結優異、抗陰極保護剝離性強;使用電火花檢漏儀100%檢查防腐層,合格后回填;
⑤ 按規程要求做好竣工資料整理工作,在三通管件上方砌筑泄漏檢測井,并進行GPS定位,防止第三方掩埋。

6 項目總結
主體工程于2010年4月10日竣工,歷時18d。盤式不停輸帶壓封堵技術是對原有停輸檢修工藝的一種重要補充,成為確保管網穩定運行的重要手段。實踐證明,盤式不停輸帶壓封堵技術作為高壓管道維修搶修的一種新的補充手段,有利于環保、有利于節約能源、有利于企業切實履行社會責任,是積極可行、安全有效的技術。
6.1 成功經驗
① 工程準備充分,細節管理到位,責任分工明確,包括方案落實、物料準備等內容;
② 無論港華集團、施工單位領導,還是現場管理、操作人員,充分重視工程全過程;
③ 工程嚴格按照操作規程進行,安排專人記錄、核對尺寸數據;
④ 人員配置全面,關鍵工序保障有力,現場指揮統一有序。
6.2 工程建議
① 工程實施中設備組(吊)裝、設備壓力試驗時間占工程主體施工總時間的33%,如施工工序安排能夠更加合理、相關操作人員技能能夠進一步提升,上述時間可有效縮短;
② 管道開孔過程中產生的鐵屑很明顯(見圖6),除部分細微顆粒或粉末立即被氣流吹到下游,依舊有部分較大塊的鐵屑暫時殘留在三通管件周圍,如施工單位或設備制造單位能設計一種專用工具(如磁性探棒),設法取出大部分殘留的鐵屑,將對下游設備安全穩定運行產生深遠意義。

7 結語
采用盤式不停輸封堵工藝進行地下高壓燃氣管道改造工程施工在我市范圍內是首次實施,也是港華集團首次采用上游油氣管道公司以外的施工單位在集團內實施此類工程。該工程的順利實施,豐富了我公司管網運行的管理經驗,為港華集團及國內兄弟公司進行同類工程施工開辟了新的途徑,具有特別重要的意義。
參考文獻:
[1] 馮穎,彭國晟.皮碗式帶壓不停輸封堵技術的改進[J].煤氣與熱力,2006,26(5):13-15.
[2] 史業騰.不停輸管道的開孔封堵作業[J].煤氣與熱力,2003,23(2):86-88.
[3] SY/T 6150.1—2003,鋼制管道封堵技術規程 第1部分:塞式、筒式封堵[S].
[4] SY/T 6150.2—2003,鋼制管道封堵技術規程 第2部分:擋板-囊式封堵[S].
(本文作者:白連明1 黃冬建1 史文君2 生煬3 1.宜興港華燃氣有限公司 江蘇無錫 214200;2.港華投資有限公司 廣東深圳 518026;3.沈陽三全工程監理咨詢有限公司 遼寧沈陽 110026)
贊 賞 分享
您可以選擇一種方式贊助本站

支付寶轉賬贊助

微信轉賬贊助
- 注解:本資料由會員及群友提供僅供閱讀交流學習,不得用于商業用途!
