摘要:對銅塑轉換接頭焊接過程中的熱量傳遞進行了分析和估算,提出了選擇降溫位置的建議。
關鍵詞:鋼塑轉換接頭;電弧焊;熱傳遞;降溫
1 問題提出
近幾年,PE管作為一種新型城鎮燃氣管材在一些地區得到了大量應用,PE管在與鋼管接駁時需使用鋼塑轉換接頭[1]。在鋼管端焊接過程中會產生大量的熱量,當熱量傳遞至鋼塑邊界時,由于塑料熱阻較大,使熱傳遞過程減緩,導致鋼塑接頭部位溫度迅速上升,需要采取降溫措施以保護與鋼管連接的PE管部分。在實際操作中由于不清楚鋼管一端的溫度分布情況,在選擇降溫位置時有一定的肓目性,降溫位置距離焊縫太近會影響焊縫質量,太遠則影響降溫效果,通常憑經驗來選擇。如果能對鋼管部分的溫度分布情況進行分析并根據分析結果選擇合適的降溫位置,可在一定程度上改善降溫效果.
2 鋼塑轉換焊接過程中焊口處溫度確定
2.1 焊接電弧的組成及各部分的性質
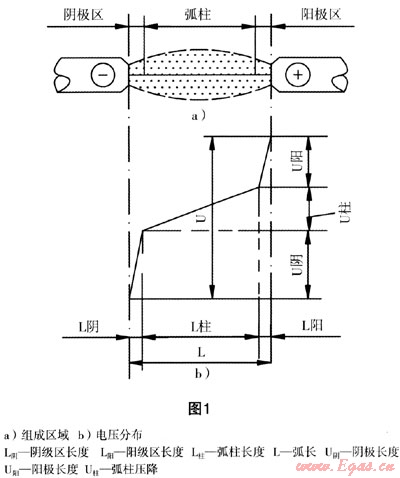
焊接電弧在其軸線方向由陰極區、陽極區和弧柱3部分所組成,見圖1。
2.2 接觸短路引弧法引燃焊接電弧的過程
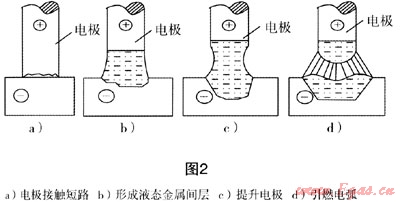
引弧時,首先接通焊接電源,再將焊條或焊絲與焊件接觸短路,這時在接觸點上由于通過較大的短路電流而產生高溫,電極金屬和接觸焊件的表面立刻熔化,形成液態金屬間層,充滿在電極和焊件之間。當將焊條或焊絲提起時,液態金屬間層的橫截面減小,電流密度增加,溫度升高,當液態金屬間層被拉斷瞬時,間層的溫度達到沸點,產生大量金屬蒸氣,在電場的作用下,氣體被電離,產生焊接電弧。引弧過程見圖2。
2.3 焊口溫度確定
焊接電弧中3個區段的溫度分布極不均勻:一般情況下,陽極斑點的溫度高于陰極斑點的溫度,但都低于該種材料的沸點。不同電極材料陰極斑點和陽極斑點的溫度,見表1。
表1 陰極斑點和陽極斑點的溫度(K)
|
電極材料
|
C
|
W
|
Fe
|
Ni
|
Cu
|
Al
|
|
陰極斑點
|
3500
|
3000
|
2400
|
2400
|
2200
|
3400
|
|
陽極斑點
|
4200
|
4200
|
2600
|
2400
|
2400
|
3400
|
|
熔點
|
/
|
3683
|
1812
|
1728
|
1356
|
933
|
|
沸點
|
/
|
6203
|
3013
|
3003
|
2868
|
2333
|
在手工電弧焊焊接過程中隨著輸入電流的改變,導入焊接端的熱量會有一定變化,陰極端的溫度也會有相應改變。現假定從焊接開始直至結束,輸入焊接端的熱量是恒定的。這些熱量在陰極斑點產生某一高溫(在表1數據中,當電極材料為銅時,焊接件處陰極斑點的溫度為2200K),焊縫熔合區的溫度基本維持在1500%左右[2]。焊接結束,在冷卻過程結束之前,焊縫熱影響區的最低溫度一般以不低于500℃為宜。
3 鋼管焊接過程降溫點選擇
3.1 模型建立
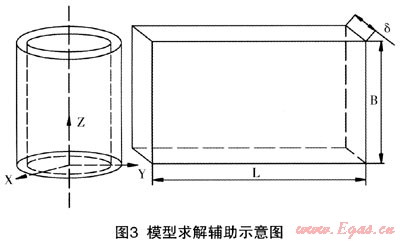
(1) 由于鋼塑轉換鋼管部分壁厚遠小于鋼管的長度,且鋼管導熱系數數值較大,因此可近似認為鋼管內部沿垂直于管道厚度方向即管道徑向Y的溫度變化很小,鋼管部分溫度分布僅僅沿鋼管軸向Z發生明顯的變化;現將鋼管部分沿軸向垂直剖開,將剖開的鋼管看作等截面直肋[3],于是該問題轉化為對等截面直肋一維穩態溫度場的求解。
(2) 假設空氣溫度為25℃。
3.2 分析求解過程
將問題簡化為等截面直肋導熱問題后,為便于求解,首先需確定直肋的高度、寬度、厚度、周邊長度及橫截面積。將鋼管沿著軸向垂直剖開后,變成以管周長(L)為寬,以管長(B)為高度,以管道壁厚(δ)為長度的直肋模型,如圖3所示。
計算步驟如下:
(1) U=2(L+δ)
式中U——肋片的周邊長度,m
T——肋片的寬度,m,(在本問題中取圓管周長值)
δ——肋片的厚度,m
(2) AL=L×δ 式中AL——肋片的橫截面積,m2
(3) θ0=t0-tf
式中t0——肋基處溫度,℃
tf——周圍介質的溫度,本文中取常溫下空氣溫度,25℃

式中h——肋片與周同介質(空氣)的表面傳熱系數,W/(m2·K)
λ——肋片的導熱系數,W/(m·K)
(5) 等截面直肋肋端處過余溫度
式中θB——肋端處過余溫度,℃
θ0——肋基處過余溫度,℃。例如,當電極材料為銅時,將焊縫熔合區的溫度(1500℃)作為基準溫度,則肋基處的過余溫度取值1475℃;
B——肋片的高度,m,即鋼管的長度
3.3 以直徑ф315鋼塑轉換為例求解肋端處過余溫度
結合表2及圖4中的數據,按照2.1求解過程最終得到小315鋼塑轉換鋼塑交接處的溫度為238℃。
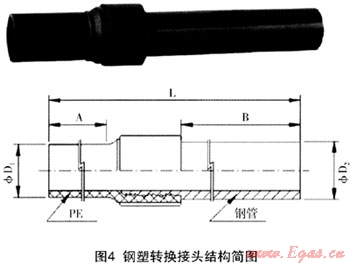
表2 常用鋼塑轉換規格及主要參數(mm)
|
規格
|
PE
|
鋼管部分
|
L
|
PE部分
|
鋼管部分
|
|
|
D1
|
D2
|
壁厚δ
|
A
|
B
|
||
|
200鋼塑轉換
|
200
|
219
|
7
|
650
|
160
|
390
|
|
250鋼塑轉換
|
250
|
273
|
7
|
670
|
195
|
370
|
|
315鋼塑轉換
|
315
|
325
|
8
|
680
|
200
|
330
|
|
400鋼塑轉換
|
400
|
426
|
10
|
/
|
280
|
330
|
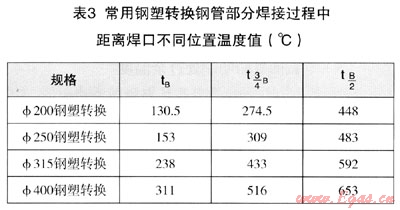
繼續計算,可得到ф315鋼塑轉換在鋼管的3B/4、B/2處的溫度,依次為:433℃、740℃。依次類推,可分別得到ф200、ф250、ф400鋼塑轉換在B、3B/4、B/2處的溫度值,見表3。
3.4 降溫位置選擇
美國塑料管協會(PPI plastics pipe institute)編制的TN-13/2001《general guidelines for butt,saddle,and socket fusion of unlike polyethylene pipes and fittings》中提出,PE管熱熔焊接時,具有不同熔體流動速率的材料所設定的焊接溫度不同。聚乙烯熔體流動速率在1~4級時,焊接溫度一般采用171℃~232℃;熔體流動速率為5級及4級中的一部分材料,焊接溫度可以采用232℃~260℃[4]。總體上,熱熔焊接的焊接溫度低于260℃。
根據表3中數據,直徑小于ф315的鋼塑轉換其鋼管在焊接過程中鋼塑交接處的溫度略低于PE管的熱熔焊接溫度,低于低碳鋼再結晶區峰值邊界溫度——500℃[5],在此位置采取降溫措施對焊口及熱影響區的影響程度較低。但對于直徑大于ф400(含)的鋼塑轉換,南于在鋼管部分距離焊口B及3B/4處的溫度均較高,為保護PE管,需要在鋼管部分遠離焊口的位置采取降溫措施,根據計算結果,為了不影響焊口質量,可將降溫位置前移,選在3/4處附近。
4 結論
(1) 將燃氣用鋼塑轉換鋼管部分焊接時的熱傳遞過程視為等截面直肋的導熱問題可簡化計算過程。
(2) 將計算結果與實際情況比較后可以發現,直徑小于(含)ф315的鋼塑轉換適用該種算法,直徑大于ф315的鋼塑轉換,經計算得到的溫度昆然已超過PE管的軟化溫度,已與實際情況不符,濕然該種算法不適合,需尋找其他算法。
(3) 在選擇降溫位置時,需要綜合考慮PE管部分能承受的最高溫度和鋼管部分焊口質量不受影響的最低冷卻溫度,初步確定幾個降溫位置,并從中選擇最佳降溫位置。
參考文獻:
1 CJJ63—2008,聚乙烯燃氣管道工程技術規程[S]
2 李銘堂.手工電弧焊[M].浙江:科學技術出版社,1981
3 章熙民、任澤霈、梅飛鳴.《傳熱學》(第四版)[M].北京:中國建筑工業出版社
4 PE管熱熔焊接兼容分析[J]
(本文作者:王坤 深圳市燃氣集團股份有限公司 518172)
贊 賞 分享
您可以選擇一種方式贊助本站

支付寶轉賬贊助

微信轉賬贊助
- 注解:本資料由會員及群友提供僅供閱讀交流學習,不得用于商業用途!
